







We visit BMW’s new high-tech facility in Rosslyn to investigate its cutting-edge paint techniques…
Glacier Silver, Alpine White or Estoril Blue? Deciding on a colour for your new car is an exciting prospect, but few owners will appreciate the complex process that takes place during production to ensure that perfect glossy finish for your new car.
With BMW South Africa readying its Rosslyn production plant to produce the new X3 from 2018, we took the opportunity to investigate the extensive changes being made to the plant’s paint shop as part of a R6-billion investment tooling upgrade. Following a current F30 3 Series body shell through the process, we witnessed what it takes to create that showroom shine.
On the production line
After its creation in the body shop, a body in white (BIW) makes its way to the paint-shop preparation line. The BIW is the bare steel body with all closures (including boot, bonnet and doors), but sans powertrain, interior, carpeting, glass or plastic components. This shell follows an eight-hour process that gives it the shiny finish we find on new vehicles.
To ensure consistent, repeatable results, the paint shop is a restricted area with atmospheric conditions controlled to tight tolerances. In order to witness the process, I had to wear protective clothing – “pyjamas”, as the BMW plant team refers to them – as well as a cap to prevent hair contaminating the facility.
Preparation line
As with any painting task, preparation work is crucial and this is especially true when it comes to painting cars. According to Dale Barr, the manager of paint shop, steering, maintenance and process, the preparation line is called the “Devil’s Kitchen” because the team has to control numerous variables in order to achieve the desired result. The elevated temperatures I experienced walking past all the dip tanks may also have influenced the choice of name.
Arriving from the body shop, the body appears clean, but it’s important to keep in mind oily residue, dust or other contaminates that might not be visible to the naked eye could spell disaster for paint quality. The first step in the process is to affix the body to a shuttle crossbar that is used to link up with the preparation line’s vario-shuttle transportation system. This runs on tracks and allows the individual body to follow the path through the cleaning, degreasing, phosphate dip and electro-coating (E-coat) procedures. The crossbars can be fitted to different models of body allowing, in this case, the 3 Series and new X3 to run on the same line during the changeover phase of the plant.
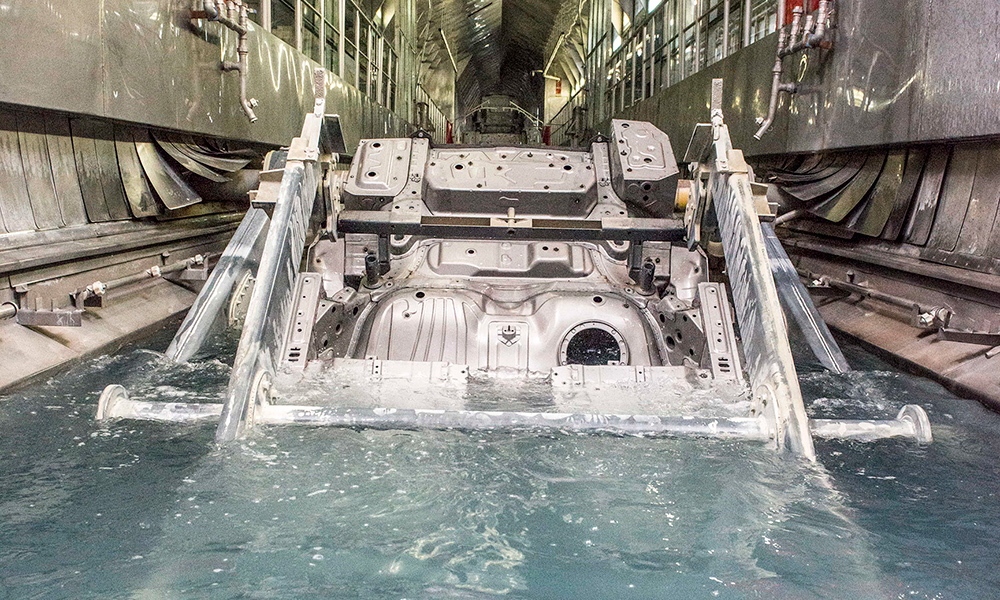
The body passes through the body-wash section with its water-spraying systems and dip baths filled with degreasing agent. It makes a “dolphin jump” through the cleaning dip tanks as the vario-shuttle turns the vehicle body upside down in a circular movement to ensure that all areas are reached and no air-bubble barriers form.
The next step is an acid-zinc-phosphate bath that forms crystal structures on the surface of the body. This is the basic adhesion primer to make sure that the E-coat corrosion-barrier paint sticks to both the inside and outside of the body. After a quick rinse, it is time for the body to dip through a bath filled with 150 000 litres of E-coat paint; here, once again, the dolphin jump is used. The flow of current between electrodes at the edge of the bath and earthed vehicle body causes the paint to stick to the body of the vehicle, hence the term E-coat.
Sealer line
The E-coated body is clean and has a rust protection covering, but the metal seams are not yet watertight. These are sealed by robots that apply millimetre-perfect sealant, and a PVC covering called “airless sealer” is used in the wheel wells and underside of the body to form a protective layer stopping road debris from chipping away at the conventional paint covering.
The manual stations that follow allow the paint team to seal and inspect the units. On the same line, sound-deadening material and underbody plastic plugs are added to the body and this obviously enhances the vehicle’s final noise, vibration and harshness performance, and prevents water entering the body cavities from below.
The final step is a visit to a 145 °C oven for 36 minutes where the sealer is cured and the sound-deadening material and plugs heat-fixed to the body. Now the body is ready to be painted.
Time to colour
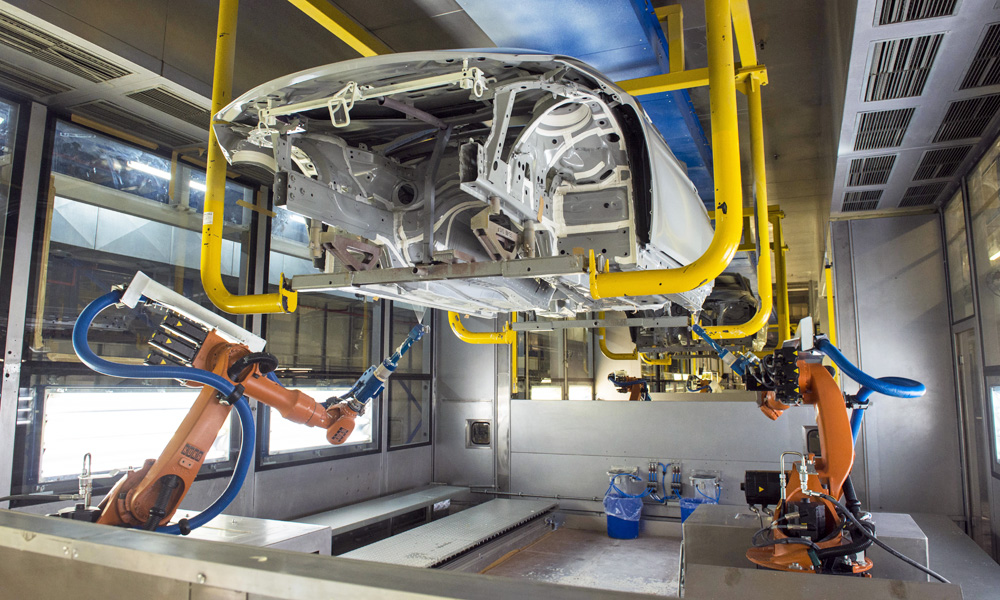
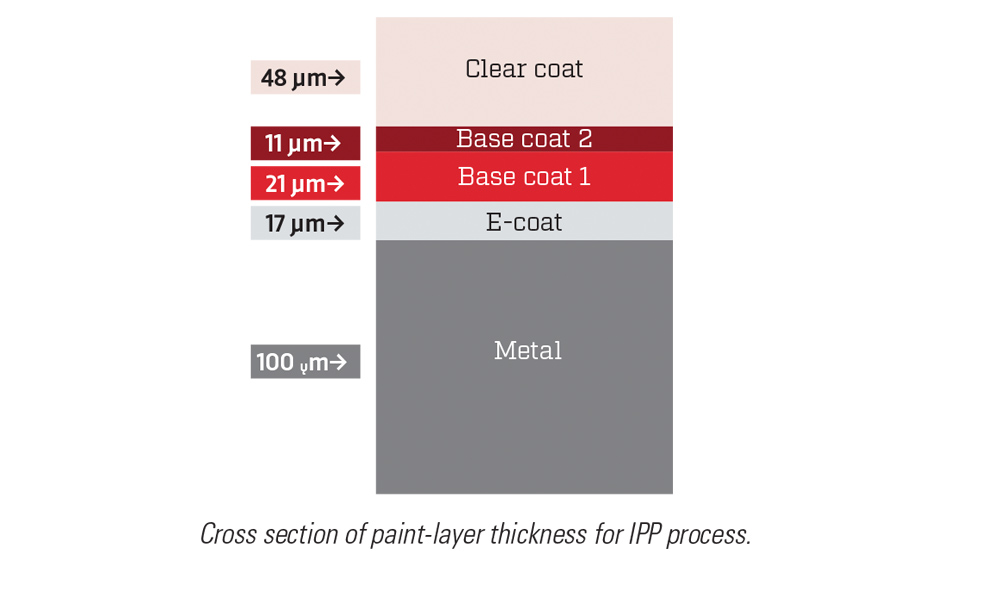
This is the area of the paint shop where the real magic happens and here the temperature is controlled to between 24 and 27 °C, and humidity at 60 to 65%. The body passes through a feather-dust station to clear the surface before the first base coat of paint is sprayed on. Interestingly, BMW is implementing a new integrated paint process that eliminates the need for a primer paint station, as this function is fulfilled by the modern base coats. These coats give the vehicle its final colour and, depending on the hue selected, up to three coats are needed to get the desired result (especially in the case of metallic paints).
The application takes place in an airtight room where robots, equipped with extremely expensive, state-of-the-art nozzles, spray the body. This process sees the vehicle body electrically grounded while the nozzles charge the paint spray using 48 000 V protrusions. This produces a magnetic attraction force between the paint particles and body that fixes the paint to the body. This also helps minimise wastage (overspray) and the rest of the water-based paint particles are forced to the paint shop floor by a downdraft, to be absorbed by water. This is called a wet-floor arrangement.
The body now spends 20 minutes at 80 °C in another oven that bakes the base coats. It then travels to the clear-coat application room, where the solvent-based clear coat is applied. This layer also acts as the paint’s protective layer and prevents the base coats from being damaged by chemicals or light scratches. A last oven phase cures the clear coat at 170 °C.
Water saving
Thanks to filters and water-treating equipment, the paint shop recycles a large percentage of its water. Any oils, grease, E-coat or paint that contaminate the water during, for example, rinsing and in the wet-floor paint shop, are removed and water wastage is therefore kept to the minimum.
Final inspection
The painted vehicle body is manually inspected under bright light and, if any defect is found, the specific body is sidelined to be fixed before moving to the wax station. The last task is that of adding wax sealant to areas that require further corrosion protection. After this task, the bodies are sent on their way to the vehicle-assembly line.
The stacker
As part of the plant upgrades, BMW has built a combined vehicle stacker. This is a structure that functions as a holding area for painted and unpainted bodies. The 40-metre high building can hold 129 bodies and is entirely computer controlled. Every body carries a code that determines its total specification (including powertrain, interior and paint colour options) and therefore accurate assembly-line sequencing is crucial to ensure that the correct specification vehicle gets built. It’s here where the stacker plays an invaluable role.
Paint shop by the numbers
54 282 m2: covered area
16 hours: staff works in two eight-hour shifts
210 units painted per day
3 273 metres: total conveyor length inside
24 metres/minute: maximum speed of the line
15 vario-shuttles
Author: Nicol Louw